


A member of the Nippon Yakin Kogyo Group and headquartered in Tokyo, Japan, Nas Toa Co. Ltd. is a manufacturer of welded stainless steel and high-performance alloyed pipes and tubes. The company has a branch in Osaka and two factories in Japan – the Chigasaki and Kawasaki plants, with a further plant in Samutprakarn in Thailand (see Header/Fig. 1).
It produces a wide range of welded pipes and tubes made from austenitic stainless steel, super austenitic stainless steel, Duplex, IncoloyTM, InconelTM, HastelloyTM, MonelTM, and pure nickel, which are sold throughout the Asia–Oceania region. These are available in the size range: 6 to 1676.4 mm OD, with thicknesses of 0.7 to 40 mm, and a maximum length of 12 m (these figures are based on 304 grade and may vary somewhat with the material). They comply to various standards, including ASTM, ASME, ISO, and JIS. The company has a number of strategic products, which are listed in Fig. 2.
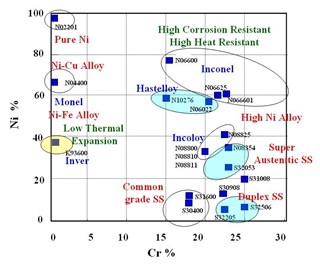
Fig 2. Nas Toa’s pipes and tubes showing the variety of materials available.
1.1. Super duplex stainless steel (SDSS)
There are many points that a manufacturer has to pay particular attention to such as the α/γ ratio control in the weld metal, the prevention of denitrogenation from the weld metal during the welding process in order to maintain corrosion resistance, the prevention of toughness deterioration due to σ phase precipitation influenced by the welding heat, and finally the prevention of pipe and tube deformation during the annealing process. Through experience, Nas Toa has overcome these difficulties with regard to its SDSS pipes and tubes, in welded and annealed conditions.

Fig 3. Microstructure of SDSS at weld metal.
Heat treatment after welding is sometimes difficult in the case of on-site girth welding by fabricators. In such cases, proper heat input management should be carried out. Interpass temperature management and heat input control are important, and not only issuing WPS/PQR but also following it without fail is also very important. Furthermore, gas seal techniques to avoid oxidized scale formation during the welding operation or descaling after welding is necessary for maintaining corrosion resistance.
2. Super austenitic stainless steels
3. High nickel alloys
4. Square pipes
5. Some applications

Fig 4. Storage racks for nuclear fuel.
About the Author:

Hiroyuki Fujii is currently a general manager of quality assurance department of NAS TOA Co., Ltd., Quality control manager and Senior welding engineer. In 1987, after graduated materials science and engineering, faculty of engineering, Tohoku university, received a job with a stainless steel company as a researcher. In 2011, transferred to NAS TOA as a deputy general manager of quality assurance department.