


By Peter Stones, IEng MWeldI IWE/EWE
Q: We are preparing to fabricate a large CMn steel vessel that needs lining with a 19% Chromium / 9% Nickel grade 347 stainless steel. The vessel is roughly 4m in diameter and 20m long. This is the first time we have been involved in cladding a vessel of this size: what would you advise as the best method? Also, can you explain the difference between submerged arc welding SAW and electro slag welding ESW? On the face of it, they look the same.
A: By far the most efficient and productive method of overlay welding a 347 stainless steel onto a vessel as large as that is by using a strip cladding head mounted on a column and boom, assuming you can rotate the vessel. If you choose a strip and flux combination that will enable the chemistry to be achieved in a single layer as opposed to requiring a first “buttering” layer to compensate for the dilution, that will of course reduce the welding time. The most common strip widths are 30mm, 60mm and 90mm, and the choice will come down to the welding method and the power source. Obviously, a 60mm wide strip requires half the welding time of a 30mm wide strip. However, the choice of strip, flux and welding process also determines the travel speed that is possible and hence the deposition rate, measured in kg/hour. Let’s discuss the differences between SAW and ESW.
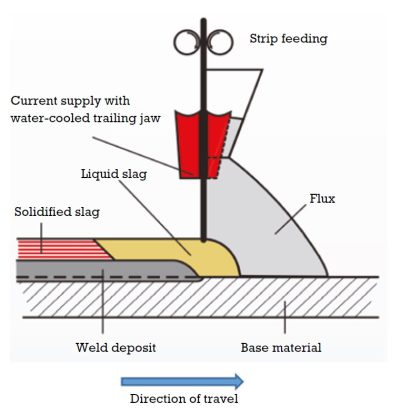
In Figure 1, (top of this article), the perspective makes this process appear to use wire electrode, but it is actually a strip. The strip is fed through jaws which are the electrodes; the strip sticks out of the jaws and the potential between the strip and the workpiece creates an arc. The arc melts back the strip and the surface of the base material, then more strip is fed into it. The whole area around the end of the jaws (the stick out and the arc) are submerged under flux powder that is gravity fed from a hopper. The flux forms a molten slag that protects the molten weld pool from atmosphere and then solidifies and helps keep the weld bead surface smooth.
Electroslag strip cladding (Figure 2) is a development of submerged arc strip cladding which has quickly established itself as a reliable high deposition rate process. ESW strip cladding relates to the resistance welding processes and is based on the ohmic resistance heating of a molten electrically conductive slag. There is no arc between the strip electrode and the parent material. The heat generated by the molten slag melts the surface of the base material, and the edge of the strip electrode is submerged in the slag and flux. The penetration achieved with ESW is less than that with SAW because the molten slag pool is used to melt the strip and some of the parent material. The temperature of the slag pool is about 2300°C, making it necessary to water-cool the contact jaws.
One of the biggest advantages of ESW over SAW is the dilution of the weld metal. With SAW, the dilution is around 30%; that means 30% of the base metals is mixed with 70% of the strip electrode in the weld deposit. Because of that, in order to achieve the required chemistry of grade 347 on the surface, the strip needs to have an over-alloyed composition to compensate. Alternatively, more than one layer will be required. With the ESW process, the dilution can be as low as 10%. This better preserves the properties of the 347 strip and enables lining the vessel in one pass.
Additionally, with ESW and using a flux that is developed for high-speed deposition, travel speeds of over 40 cm/ min are achievable compared to 12 cm/min for SAW. At these speeds, it is possible to deposit over 50 kg/ hour of overlay. The trade-off for this is that the power supply needs to deliver more than 2100 A to obtain this deposition rate.
Getting back to the original question, specifically for depositing a 19Cr/9Ni overlay, ESAB have a unique grade (EXATON 23.11.LNb – ISO 14343: 23 12 L Nb, AWS A5.9/ ASME SFA5.9 EQ “309LNb”), which can deposit a 60mm wide strip at 24 cm/min, deposit 32 kg/hour and requires only 1600 A. Another benefit using ESW, as you see from Figure 2, is that the flux feeds only onto the front side of the electrode. As a result, the flux usage is around 30% lower than SAW, which also lowers overall cost. Should you have any queries about any of the above, please drop me a line.
Meet the columnist
 Peter Stones IEng MWeldI IWE/EWE
Peter Stones IEng MWeldI IWE/EWE
As part of the ESAB Specialty Alloys Group, Peter is technical support for stainless and nickel alloy filler metals. Peter is actively involved with TWI and is a non-executive director of The Welding Institute. Peter worked for Sandvik for ten years and was Global Product Manager for Sandvik Welding until 2018 when ESAB purchased the filler metals business. Email: peter.stones@esab.com