Featured Story – Understanding the principles of arc welding processes
Whilst welders generally are highly skilled in their own disciplines, there are some aspects of metal joining where a clear understanding is limited. Metals and the effects of welding on their properties, the importance of cleaning and protection against oxidation are only some examples where additional knowledge is often required.
^ Arc welding processes Article by Dr. Mike Fletcher, Delta Consultants
There are four basic welding processes that generate the heat necessary to melt metals by striking an electric arc between an electrode and a metal.
Other arc processes are in use but have limited application or lack control and quality characteristics. Initially developed towards the end of the 19th century, arc welding quickly became a commercially important process especially in the shipbuilding sector in the Second World War.
An arc is a discharge of energy between two conductors at different voltages.
The principles of gas tungsten arc welding (GTAW)
In welding, it can be initiated by bringing the conductors, an electrode and the metals to be joined, together momentarily to create a short circuit and then drawing them apart to produce a continuous arc. Experience is necessary so that the two components do not stick together. The arc can only be maintained over a very limited separation and with manual welding, this relies on operator skill.
Development over the past few decades has resulted in the production of sophisticated power supplies to help stabilise the arc.
The temperature created in an electric arc is typically between 5,000ºC and 20,000ºC depending on conditions but this is clearly more than adequate to fuse all common alloys which have melting points up to 1,500ºC.
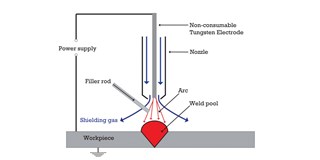
Gas tungsten arc welding (GTAW)
With gas tungsten arc welding (GTAW, often described as tungsten inert gas welding (TIG)), a nonconsumable tungsten rod is used as the electrode. An inert gas, usually argon, protects the electrode and the joint area from contamination, primarily from oxidation at the high temperatures prevailing during the welding operation.
Filler metal, selected to ensure optimum joint properties, may be added manually or mechanically.
Advantages
The process is normally limited to joining thin sections because heat input is limited but welds can be made without the use of additional filler metals (autogenous welding). Thicker sections can be accommodated by using multipass deposits.
GTAW is mostly a manual process but automation can be used when making multiple joints. The process is particularly suitable for making initial high-quality deposits – called a ‘root pass’ – prior to undertaking multi-pass operations on thick sections with a higher deposition welding process. GTAW is a controllable, clean technique and is widely used for welding stainless steels and reactive alloys such as titanium, zirconium, aluminium & magnesium.
Disadvantages
The principles of gas metal arc welding (MAG)
The rate of metal deposition is low and welding speed thus limited. Excessive welding current or poor welding technique can cause melting of the tungsten electrode and may result in tungsten inclusions being transferred into the weld zone.
Gas Metal Arc Welding (GMAW)
In gas metal arc welding (GMAW, often described as metal inert gas (MIG) or metal active gas (MAG)), an arc is established between a continuously fed filler wire electrode with an inert gas such as argon used to protect the wire electrode and the molten weld pool. Helium or inert gas mixtures based on argon and helium are beneficial for some applications. The active gas process, using carbon dioxide or mixtures of argon, carbon dioxide and oxygen, is principally used for welding carbon and low alloy steels.
Advantages
A gas shield protects the weld, filler wire and heat-affected areas from contamination. Both the inert gas and active gas techniques offer relatively high weld deposition rates compared to the GTAW process.
Disadvantages
The inert gas process is difficult to use in the vertical position but generally requires less operator skill than the active gas alternative
Plasma Arc Welding (PAW)
The principles of plasma arc welding (PAW)
This technique is similar in some aspects to GTAW and GMAW welding but heat is generated by a constricted arc between a tungsten electrode and a water-cooled nozzle (non-transferred arc) or between a tungsten electrode and the joint (transferred arc). Filler metal is added separately into the molten weld pool.
Advantages
The tungsten electrode is recessed in the nozzle, so minimizing the chance of weld metal contamination. It is not so sensitive to arc length variation as GTAW or GMAW and therefore requires less operator skill for welding. High welding speeds are possible.
Disadvantages
PAW is considerably more complicated than other arc welding processes and requires careful control over the electrode tip configuration and positioning and orifice selection.
Equipment is generally more expensive.
Submerged Arc Welding (SAW)
The principles of submerged arc welding (SAW)
Shielding of the filler wire and workpiece is effected here not by inert gas but with an inert granular flux.
The arc is totally hidden by the flux which melts as the arc generates heat.
The flux solidifies as the arc traverses along the joint, continuing to protect the weld during cooling, and is replaced by new flux from a hopper.
Advantages
Heat losses are low because the arc is submerged in an inert and insulating flux. It is possible to add alloying materials to the flux to control weld metal composition. Welding speeds and deposition rates can be much higher than other arc processes. SAW is mostly used for joining thick sections.
Disadvantages
It is difficult to weld unless the joint is horizontal in order to prevent the flux from falling off due to gravity. The high heat input can lead to distortion of the workpiece.
References
Health and Safety Executive, Buxton SK17 9JN UK. www.hse.gov.uk
Environmental Health, 1986 – Springer. RM Stern, A Berlin, A Fletcher et al. International conference on health hazards and biological effects of welding fumes and gases.
The Health and Safety Executive: Guidance note EH53 Respiratory protective equipment for use against airborne radioactivity
The Health and Safety Executive HSE 564/6 (Rev) Storage and use of thoriated tungsten electrodes
European Council Directive 90/394/ EEC
White paper WP-291 clarification over Tungsten Electrodes for arc Welding. Huntingdon Fusion Techniques Ltd., SA16 0BU
Asphyxiation hazards in welding and allied processes. Huntingdon Fusion Techniques ltd., SA16 0BU
Photokeratitis (Arc eye). The college of Optometrists, London, Wc2N 5NG
Arc Welding Hazards
Welding fume
There are hazardous substances in fumes created during welding. These arise from inert gases, coatings on consumables and metal vapours. Refs 1-3. Two methods can be used to reduce and often eliminate the effects; the integration of local exhaust ventilation systems and respiratory protective equipment (RPE).
Tungsten toxicity
Pure tungsten has a high melting point but other characteristics render it unsuitable. The addition of thoria offers improvements although various bodies have published health warnings because of the potential toxicity. Alternatives to thoriated tungsten are readily available and should be used. [Refs 4-6]
Inert gas hazards
Although argon is non-toxic, it is 38% denser than air and therefore considered a dangerous asphyxiant in closed areas. Removal of excess inert gas by extraction during welding is useful but when used more widely as a weld purging technique the risk of inhalation is increased significantly [Ref 7].
‘Arc eye’
This is a painful condition caused by exposure of the eye to the ultraviolet radiation from an electric arc. Special glass filters are a necessary accessory to protect eyes against damage. [Ref 8]
Intense heat
Large amounts of heat are generated during arc welding and care needs to be taken to protect exposed areas of skin. The use of insulating gloves and face/ head shields is seen as essential.
You are currently viewing a placeholder content from Google Maps. To access the actual content, click the button below. Please note that doing so will share data with third-party providers.